=>>NEU: Die Crimpwochen 2024 in der Crimp Akademie<<=
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Die [Crimppedia.com] die neue Technikbibliothek (Deutsch & Englisch) & Downloadarea von KabelForum!
Die [Crimppedia.com] die neue Technikbibliothek (Deutsch & Englisch) & Downloadarea von KabelForum!
Einrichten von Crimpwerkzeugen - Step by Step
 Crimpwerkzeug in die Crimpmaschine einsetzen –> Crimpmaschine auslösen –> Verschleißteile beschädigt oder gebrochen!
Crimpwerkzeug in die Crimpmaschine einsetzen –> Crimpmaschine auslösen –> Verschleißteile beschädigt oder gebrochen!
(Zu) Schnelles Einrichten oder Umrüsten geht oft auf die Qualität der Crimpverbindung oder kostet einfach Geld. Das richtige Einrichten von Crimpwerkzeugen ist kein „Hexenwerk“!
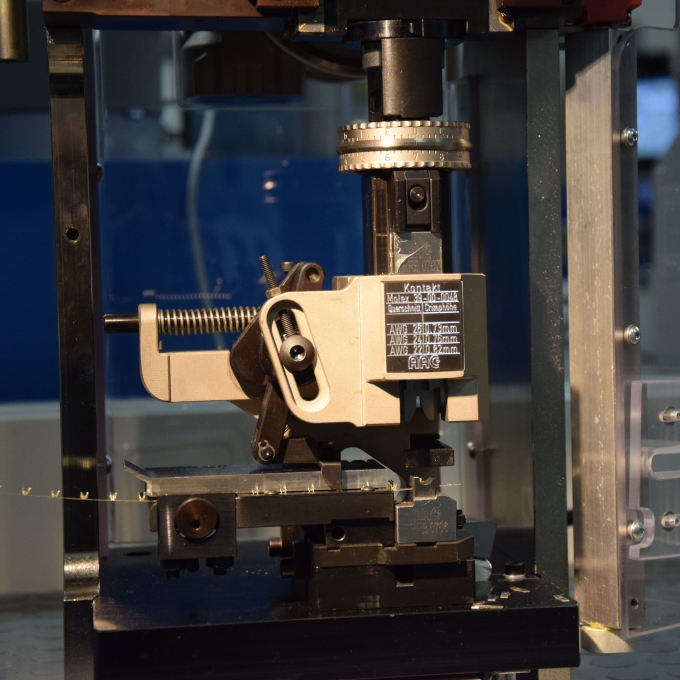
Die Basis – Eine Einricht-Crimpmaschine:
Werden an einem Crimpwerkzeug Verschleißteile gewechselt oder Wartungsarbeiten durchgeführt, müssen die Funktionen des Crimpwerkzeuges an einem speziellen "Einrichtarbeitsplatz" mit einer Einricht-Crimpmaschine überprüft werden.
 Die „altmodische“ Art einer Einricht-Crimpmaschine beinhaltet die Möglichkeit eines manuellen Durchdrehens mit Hilfe eines Handrades oder eines Maulschlüssels. Moderne Crimpmaschinen hingegen, haben in der Regel einen elektronisch gesteuerten „Schrittbetrieb“ (Kraft reduziert) bei dem mit einem Taster die Crimpmaschine „durchgetaktet“ wird. Mit beiden Varianten kann der Crimpvorgang simuliert werden.
Die „altmodische“ Art einer Einricht-Crimpmaschine beinhaltet die Möglichkeit eines manuellen Durchdrehens mit Hilfe eines Handrades oder eines Maulschlüssels. Moderne Crimpmaschinen hingegen, haben in der Regel einen elektronisch gesteuerten „Schrittbetrieb“ (Kraft reduziert) bei dem mit einem Taster die Crimpmaschine „durchgetaktet“ wird. Mit beiden Varianten kann der Crimpvorgang simuliert werden.
Der wichtigste Vorteil einer „manuellen“ durchdrehbaren Crimpmaschine ist, dass selbst kleine mechanische Wiederstände „gespürt“ werden können! Nach dem Einsetzen des Crimpwerkzeuges OHNE Crimpkontakte in die Crimpmaschine wird diese 1x durchgedreht und somit ein Crimpvorgang simuliert.
Ist der Verschleißteilsatz in der Zuordnung falsch oder fehlerhaft montiert, können einzelne Komponenten innerhalb des Crimpwerkzeuges kollidieren. Der dadurch auftretende Wiederstand kann mit einer „handbetriebenen“ Crimpmaschine festgestellt werden. Bei Crimpmaschinen mit elektronisch gesteuertem Schrittbetrieb ist das nur bedingt möglich!
Wichtig: Kollidieren Verschleißteile im Crimpwerkzeug führt das zu Beschädigungen am Verschleißteil und im Crimpwerkzeug!
Die Einricht-Crimpmaschine an diesem "Einrichtarbeitsplatz" sollte wie die Produktionsmaschinen auf den "unteren Totpunkt" von 135,78 mm eingestellt sein!
Grundsätzlich ist darauf zu achten, dass die Werkzeugaufnahme der Crimpmaschine und die Grundplatte des Crimpwerkzeuges frei von Abisolier- und Crimpkontaktresten sind!
Crimpwerkzeuge einrichten – Schritt für Schritt:
Schritt 1: Crimpwerkzeug OHNE Crimpkontakte in die "Einricht-Crimpmaschine" einsetzen.
Schritt 2: Einstellung Drahtcrimphöhe und Isolationscrimphöhe am Anpressblock nach oben drehen. (-> maximale Drahtcrimp- und Isolationscrimphöhe)
Schritt 3: Langsames "Durchdrehen" der Crimpmaschine mit Hilfe eines Maulschlüssels oder einer Ratsche. Bei diesem manuell durchgeführten Crimpvorgang darf kein mechanischer Widerstand spürbar sein!
Ist ein Widerstand spürbar muss die Crimpmaschine durch entgegengesetztes Drehen in den "oberen Totpunkt" gefahren werden. ->Crimpwerkzeug entnehmen und Einstellungen überprüfen und anschließend Schritt 1 bis 3 wiederholen!
Schritt 4: Crimpkontaktstreifen (mindestens ca. 150 mm lang oder komplette Kontaktspule) einlegen und den Crimpvorgang wie bei Schritt 3 simulieren. Dabei muss die Crimpmaschine durch den "unteren Totpunkt" gedreht werden.
Kontrolle: Ist der Trennsteg und der hintere Auslauf in der richtigen Größe vorhanden?
Schritt 5: Crimpmaschine einschalten, Leitung manuell einlegen und einen Crimpvorgang auslösen.
Schritt 6: Einstellung der Drahtcrimphöhe vornehmen. Kontrolle: Crimphöhen messen.
Schritt 7: Einstellung der Isolationscrimphöhe vornehmen. Kontrolle: Crimphöhen messen.
Schritt 8: Crimpkontakt Vorschub kontrollieren: Liegt der Crimpkontakt mittig auf dem Amboss.
Schritt 9: Komplette Sichtprüfung (eventuell mit Schliffbilderstellung).
Schritt 10: Crimpwerkzeug aus der "Einricht-Crimpmaschine" nehmen und in die Produktionsmaschine einsetzen.
Kontrolle:
- Crimpkontakte einlegen und ersten Crimp auf die Crimpmaße kontrollieren. (Eventuell Feinabstimmung vornehmen.)
- Komplette Sichtprüfung vornehmen.
Wichtig: Wird das Crimpwerkzeug aus dem Werkzeuglager geholt, weiß keiner ob an dem Crimpwerkzeug seit dem letzten Einsatz etwas verändert („gedreht“) worden ist. Nach dem Einsetzen des Crimpwerkzeuges sollte die Crimpmaschine in jedem Fall einmal leer (OHNE Crimpkontakte im Crimpwerkzeug) durchgedreht werden!
Kontakt
Volker Kratt, KabelForum
D-42489 Wülfrath, Zur Löv 15
Tel. +49 (0) 176 – 999 783 78
email@kabelforum.de
KabelForum & SocialMedia
| |
|
|
![]()
![]()
![]()
![]()