=>>NEU: Die Crimpwochen 2024 in der Crimp Akademie<<=
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Die [Crimppedia.com] die neue Technikbibliothek (Deutsch & Englisch) & Downloadarea von KabelForum!
Die [Crimppedia.com] die neue Technikbibliothek (Deutsch & Englisch) & Downloadarea von KabelForum!
Technikbibliothek
- Startseite
 Suchen in der Bibliothek
Suchen in der Bibliothek Stichwortverzeichnis
Stichwortverzeichnis Fachartikel & KnowHow
Fachartikel & KnowHow Neu in der Technikbibliothek
Neu in der Technikbibliothek
 Bilder & Grafik - Galerie
Bilder & Grafik - Galerie Videos & Animationen
Videos & Animationen
- Abisolieren - Schneiden - Kabel & Handling
- Anwendungen, Werkzeuge, Maschinen
- Crimpen - Offene Crimphülse
- Crimpen - Geschlossene Crimphülse & Große Querschnitte
- Messen & Prüfen
- Montage von Crimpkontakten - Kabelbaumfertigung
- Quellen & Autoren
-
Equipment für die Verarbeitung von Aderendhülsen (mit Kunststoffkragen)
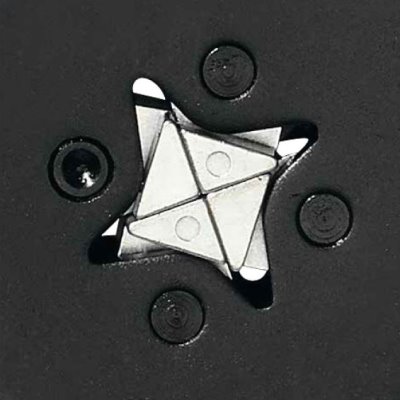
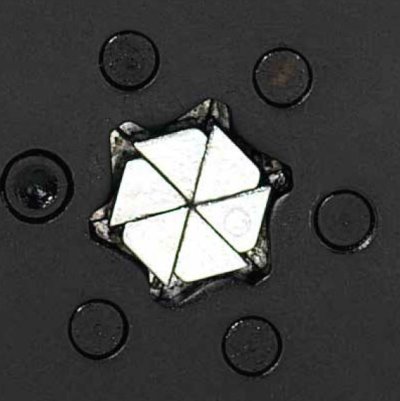
Wie bei allen Crimpverbindungen so ist es auch bei der Aderendhülse wichtig, eine gute Verpressung zu erzielen. Erste Grundvoraussetzung ist natürlich, dass man tatsächlich auch gute Qualität produzieren möchte. Hier finden Sie eine Übersicht über die grundsätzlichen Möglichkeiten mit welchen Werkzeugen und Maschinen Aderendhülsen verarbeitet werden können. (Grundlage für die Verarbeitung von Aderendhülsen ist die DIN 46228 Teil 1 + 4)
Voraussetzung für diese Übersicht ist die richtige Einstellung der Maschinen und Werkzeuge und die richtige Zuordnung des Nennquerschnittes der abisolierten Leitung zum Innendurchmesser der Aderendhülse! Und natürlich, dass beim Abisolieren keine Einzeldrähte abgeschnitten und/oder beschädigt wurden! Auch gehen wir davon aus, dass die Aderendhülse im Werkzeug richtig positioniert ist, damit die Verpressung auf der ganzen Länge der Hülse erfolgt und keine Beschädigung des Kunststoffkragens auftreten kann.
Wichtigstes Kriterium ist dabei die mögliche, reproduzierbare Qualität (Industriestandard) mit der die Crimpverbindungen erstellt werden können!
Hinweis: Die abgebildeten Maschinen und Fertigungseinrichtungen dienen zur besseren Darstellung der einzelnen Themen sind nicht als Kaufempfehlung von Kabelforum.com zu verstehen!
| Erzielbare Qualität |
|||
|
|
Flachzangen und Seitenschneider, in welcher Form auch immer, sind nicht zum Verpressen von Aderendhülsen geeignet! Selbst im Hobbybereich sollten solche Werkzeuge nicht eingesetzt werden. Vor allem bei Leitungen mit einer höheren Strombelastung kann der Übergangswiderstand zu einer starken Wärmebildung und einer hohe Brandgefahr führen! |
 |
|
 Aderendhülsenzange mit Trapezprofil |
Fehlerquelle Verpressung: Im Gegensatz zu Handcrimpzangen bei denen eine Zwangssperre [Info] ein ordnungsgemäßes Durchpressen der Crimpverbindung sicherstellt, kann diese Crimpzange zu jeder Zeit während des Crimpvorganges geöffnet werden. Somit ist eine ordnungsgemäße Pressung direkt vom Werker abhängig und nicht gewährleistet! Diese Zangentyp sollte mindestens für die Verarbeitung von Aderendhülsen im Hobbybereich eingesetzt werden. Bei richtigem Umgang kann mit dieser Handcrimpzange eine gute Qualität erzielt werden! Potentielle Handlings-Fehler: Hoch |
 |
|
 Handcrimpzange mit Wechselgesenken |
Viele Handcrimpzangen bieten durch Wechselgesenke eine Flexibilität in der Fertigung. Wichtig dabei ist, dass auch die Gesenke vom Hersteller der Basiszange verwendet werden! Dieser Handcrimpzangentyp hat eine Zwangssperre die ein Durchpressen der Crimpung sicherstellt! Einzige Fehlerquelle ist das Einlegen der Aderendhülse mit der abisolierten Leitung in eine falsche Gesenkkammer („Nest“). Potentielle Handlings-Fehler: MittelProzesssicherheit: Klein Qualifikation Bediener/in: Mittel Einsatzbereich: Kleine und mittlere Serienfertigung |
 |
|
|
|
Dieser Handcrimpzangentyp für Aderendhülsen besitzt eine Zwangssperre und stellt sich automatisch auf den Querschnitt ein. (Der Querschnittsbereich kann über eine Grundeinstellung festgelegt werden.) Potentielle Handlings-Fehler: GeringProzesssicherheit: Mittel Qualifikation Bediener/in: Mittel Einsatzbereich: Kleine und mittlere Serienfertigung. Ideal für den Schaltschrankbau |
 |
|
|
>Video< |
Werkzeugprinzip zur Verarbeitung von Aderendhülsen mit pneumatischer Unterstützung beim Crimpvorgang. Der Querschnitt wird, im werkzeugabhängigen Querschnittsbereich, automatisch eingestellt. Potentielle Handlings-Fehler: GeringProzesssicherheit: Mittel Qualifikation Bediener/in: Mittel Einsatzbereich: Kleine und mittlere Serienfertigung. |
|
|
|
|
Maschinenprinzip mit Wechselgesenken. Eine ordnungsgemäße Pressung der Crimpung wird durch die Maschine sichergestellt! Einzige Fehlerquelle ist das Einlegen der Aderendhülse mit der abisolierten Leitung in eine falsche Gesenkkammer („Nest“). Potentielle Handlings-Fehler: GeringProzesssicherheit: Mitel Qualifikation Bediener/in: Mittel Einsatzbereich: Kleine und mittlere Serienfertigung. |
|
|
|
|
 |
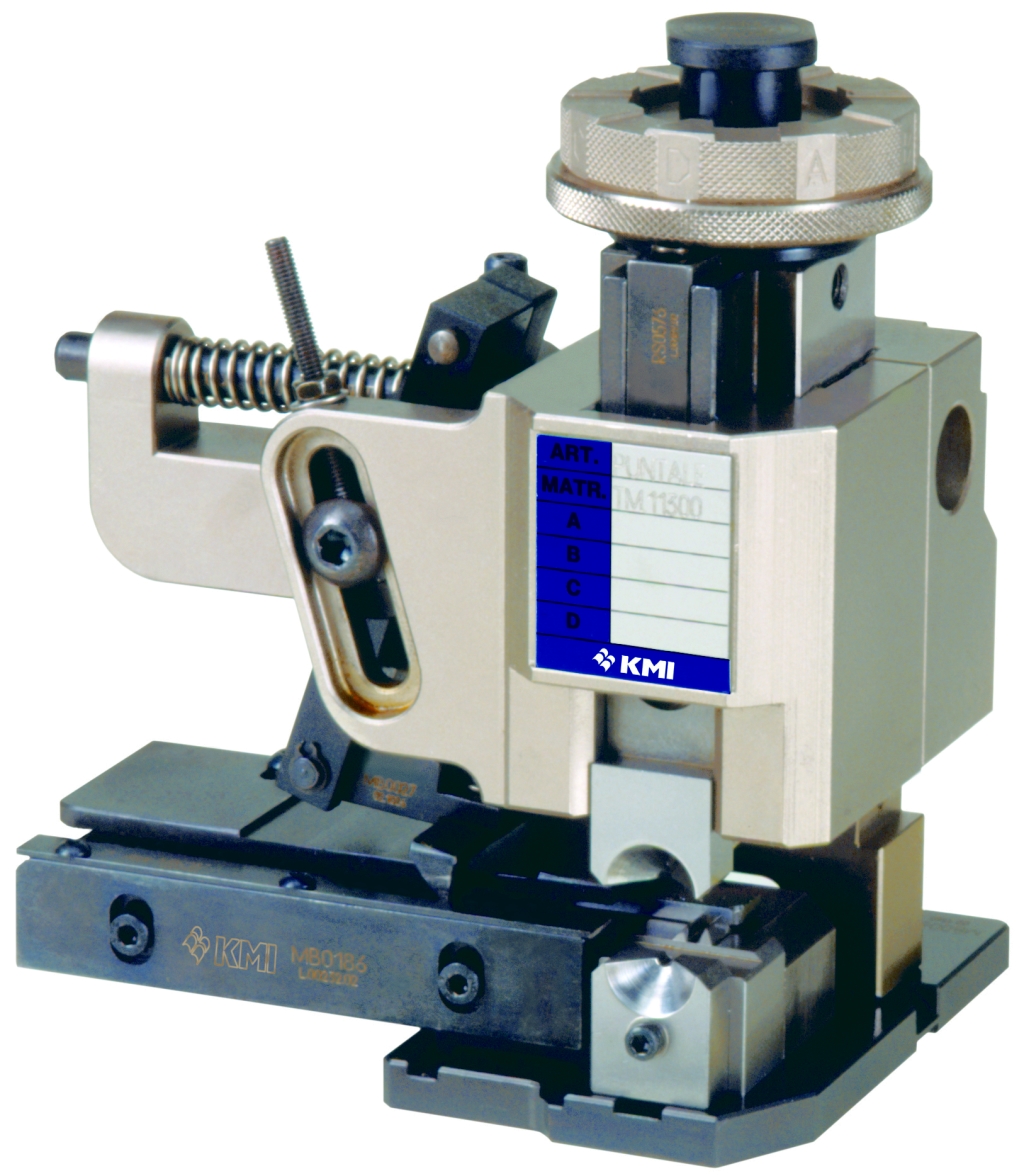
Maschinenprinzip mit einem Einsatz für mehrere Nennquerschnitte und die dafür passenden Aderendhülsen. Eine ordnungsgemäße Pressung der Crimpung wird durch die Maschine sichergestellt! Einzige Fehlerquelle ist das Einlegen der Aderendhülse mit der abisolierten Leitung in eine falsche Gesenkkammer („Nest“). Potentielle Handlings-Fehler: GeringProzesssicherheit: Hoch Qualifikation Bediener/in: Mittel Einsatzbereich: Kleine und mittlere Serienfertigung. |
|
|
>Video< |
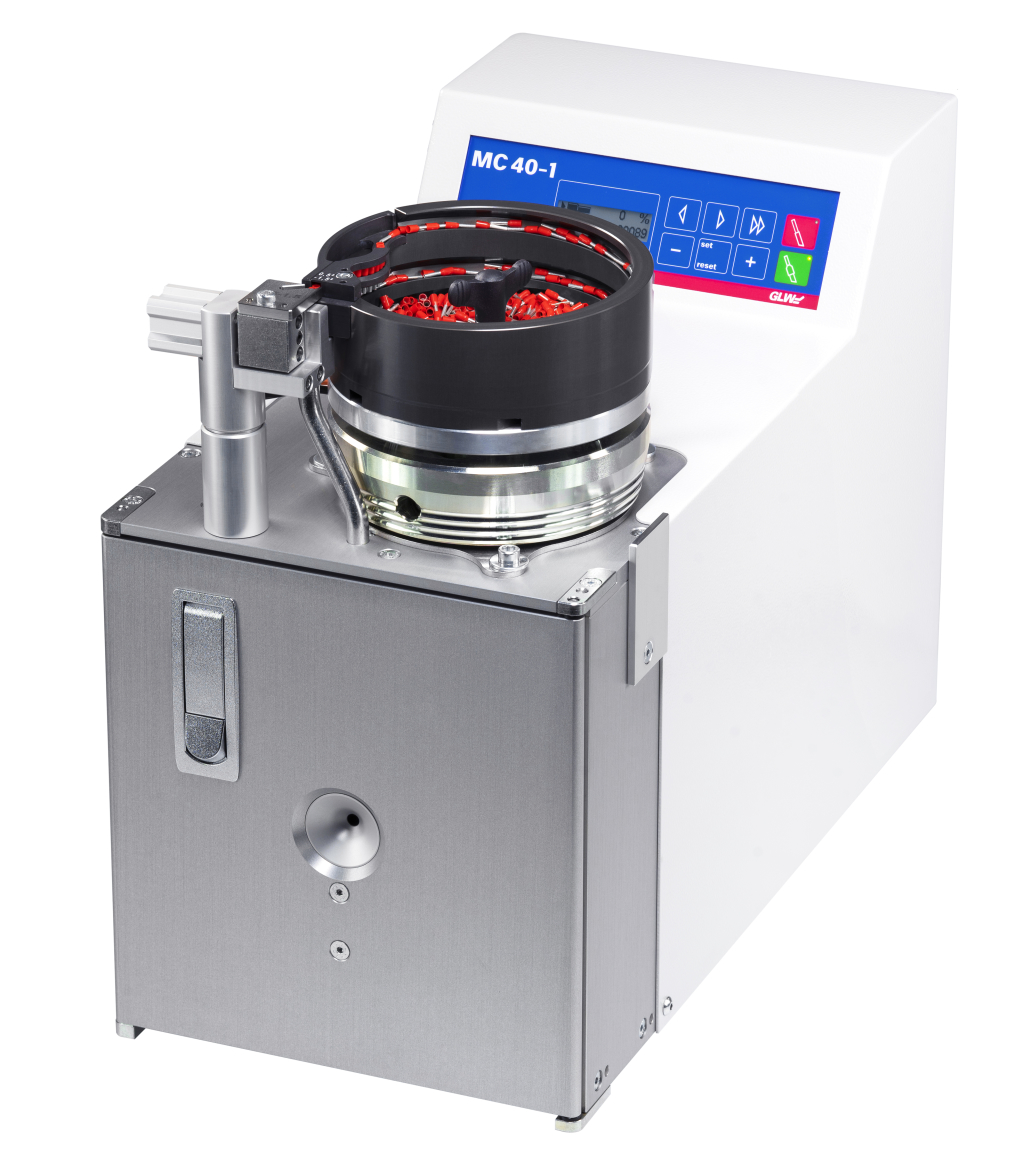
Stripper-Crimper für die Verarbeitung von losen Aderendhülsen. Prozesssicherheit: Sehr hoch Qualifikation Bediener/in: Gering Einsatzbereich: Mittlere und große Serienfertigung! 2. Seite bei vorkonfektionierten Kabelbäumen und Mantelleitungen. |
 |
|
|
>Video< |
Stripper-Crimper für die Verarbeitung von gegurteten Aderendhülsen. Prozesssicherheit: Sehr hoch Qualifikation Bediener/in: Gering Einsatzbereich: Mittlere und große Serienfertigung! 2. Seite bei vorkonfektionierten Kabelbäumen und Mantelleitungen. |
|
|
|
|
In Verbindung mit einer Standard Crimpmaschine Manuelles Einführen der Leitung in die Aderendhülse Mögliche Fehlerquelle: Fehler beim Einführen der abisolierten Leitung Potentielle Handlings-Fehler: Mittel |
|
|
|
In Verbindung mit einem Stripper-Crimper Nach dem Einführen der Leitung in die Maschine, wird diese fixiert. Im Anschluss wird die Leitung, entsprechend der Maschineneinstellung, abisoliert und in der Aderendhülse positioniert und vercrimpt. Potentielle Handlings-Fehler: Sehr Gering! |
|
||
|
In Verbindung mit einem Crimpvollautomat Potentielle Handlings-Fehler: Sehr Gering! |
|
||






Kontakt
Volker Kratt, KabelForum
D-42489 Wülfrath, Zur Löv 15
Tel. +49 (0) 176 – 999 783 78
email@kabelforum.de
KabelForum & SocialMedia
| |
|
|
![]()
![]()
![]()
![]()